
Jak se vyrábí kabely – krok 3: Izolace žil
Při výrobě kabelů a vodičů záleží na každém, byť sebemenším detailu. Ve třetím díle naší řady se dozvíte, jak izolujeme měděná jádra umělou hmotou.
o stáčení jednotlivých drátů do vodiče následuje v dalším kroku jeho izolace. Takzvaná izolace žil chrání holý jádrový vodič a zabraňuje zkratu uvnitř kabelu. Jako izolační materiál se zpravidla používá umělá hmota. Z oblasti termoplastů se nejčastěji používají polyvinylchlorid (PVC), polyethylen (PE) a polypropylen (PP). Každá izolační látka dokáže izolovat jen do určitého napětí a teploty. Pro většinu standardních vodičů je vhodné PVC. Jsou-li požadovány vyšší teploty, například u přípojek do motoru, nebo vyšší dielektrická pevnost, padne volba na PP nebo na síťovaný plast XLPE. U datových kabelů je důležité, aby byl ztrátový činitel co možná nejmenší. Proto se díky svým vlastnostem hodí jako izolační materiál PE. V závislosti na požadavcích na kabel se používají k izolaci také elastomery guma a silikon, které jsou ve srovnání s termoplasty termicky robustnější. Plastové granuláty se roztaví ve výtlačném lisu a nastříkají kolem vodiče. Elektrické požadavky na kabel, jako je například dielektrická pevnost, určují minimální tloušťku stěny izolační vrstvy. Přitom je zvlášť důležité, aby vrstva obalila vodič rovnoměrně silně. Jinak by měly úseky, které by nedosahovaly minimální tloušťky stěny izolace, příliš malou dielektrickou pevnost a docházelo by ke zkratům.

ZEPTALI JSME SE ZNALCE
Pro kvalitu vodiče je rozhodující rovnoměrně silná izolační vrstva. Jak to zajistíme?
Vodič zde musí být naprosto přesně vycentrován, a tak zůstat i po celou dobu procesu extruze. Proto je tak důležité, aby se při izolování žil používaly jen precizní nástroje. Vstřikovací trysky výtlačného lisu musí být například přesně opracované a nesmějí vykazovat téměř žádný rozsah tolerance.
Proč by měla být izolační vrstva co možná nejtenčí?
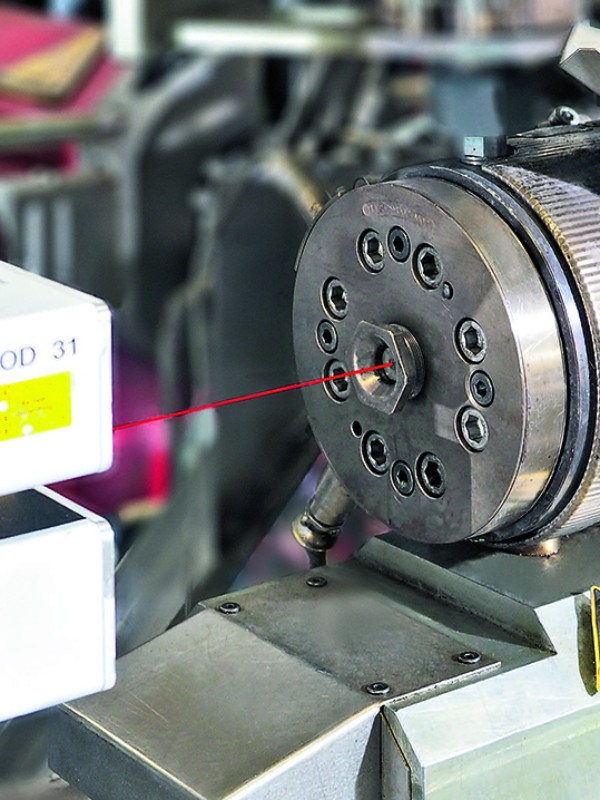
Každý by chtěl mít později kabel, které je cenově výhodný, prostorově úsporný a lehký. Proto se dbá již při izolování jednotlivých vodičů na to, aby byla izolační vrstva co možná nejtenčí. U společnosti HELUKABEL měří laser během extruze plastu přesný vnější průměr. V případě potřeby jej umí výtlačný lis automaticky nově zkorigovat v rozmezí krajních hodnot. Přesto se během každého jednotlivého výrobního kroku odebírají namátkové vzorky a jejich přesnost je důkladně kontrolována pod mikroskopem.
